What is Airless Paint Spraying?
How HVLP and airless spray application works, why it produces a superior finish to brush or roller, and when each method is used on commercial projects.
Read ArticleWhat acrylic 2K paint is, how the chemistry works, why it is the standard coating system for commercial aluminium windows and metalwork, and what professional application involves.
If you have received a quotation for commercial aluminium window spraying, cladding recoating, or architectural metalwork, you will almost certainly have seen the term "two-pack acrylic", or its shorthand, 2K acrylic. It is the standard coating system for on-site commercial metalwork spraying in the UK, and for good reason.
This guide explains what 2K acrylic paint is, how it differs from conventional paint systems, why it is specified for commercial metalwork, and what professional application actually involves, including the constraints that make it unsuitable for DIY use.
Acrylic two-pack paint is a two-component coating system consisting of a base (the pigmented acrylic resin) and a hardener (a cross-linker). The two components are stored separately and mixed immediately before application. Once combined, they undergo a chemical cross-linking reaction that produces a hard, durable, continuous film. Vanda Coatings uses non-isocyanate 2K acrylic systems, which deliver equivalent performance without the serious respiratory hazards associated with traditional isocyanate hardeners.
The key distinction from conventional paint is the curing mechanism. Standard single-pack paints cure by solvent evaporation, the paint dries as solvents leave the film. Two-pack systems cure by chemical reaction, the base and hardener molecules bond together to form a cross-linked polymer network. This chemical bonding is what gives 2K coatings their superior hardness, adhesion, and resistance properties.
Acrylic base resin, pigmented, provides colour and build. Stored in a sealed container until use.
Hardener (cross-linker), triggers cross-linking. Mixed at a precise ratio (typically 4:1 or 3:1 by volume). Vanda uses non-isocyanate hardeners.
A hard, chemically bonded coating, far more durable than either component alone or any single-pack equivalent.
The chemical cure mechanism gives 2K acrylic coatings a performance profile that single-pack systems cannot match for exterior commercial metalwork applications.
The cross-linked polymer film is significantly harder and more abrasion-resistant than single-pack acrylic or alkyd systems. On well-prepared aluminium substrates, correctly applied 2K acrylic routinely achieves 15–20 years of service life (consistent with QUALICOAT Class 2 durability classifications) in exterior commercial environments.
Acrylic-based 2K systems are specifically formulated for UV stability, resisting colour fade, chalking, and gloss loss caused by prolonged sun exposure. This is essential for south-facing and exposed exterior metalwork, and is why 2K acrylic is preferred over polyurethane in high-UV environments.
The acrylic chemistry maintains colour accuracy and finish consistency across the coating life far better than single-pack systems. Full RAL Classic and RAL Design colour ranges are achievable with consistent, reproducible results, critical for multi site programmes requiring colour matching across locations.
The chemical reaction accelerates the cure relative to solvent evaporation alone. At standard temperatures, a 2K acrylic topcoat is touch-dry within 1–2 hours and hard-dry within 4–6 hours, allowing a project to be completed, inspected, and handed over within a single working day or out-of-hours window.
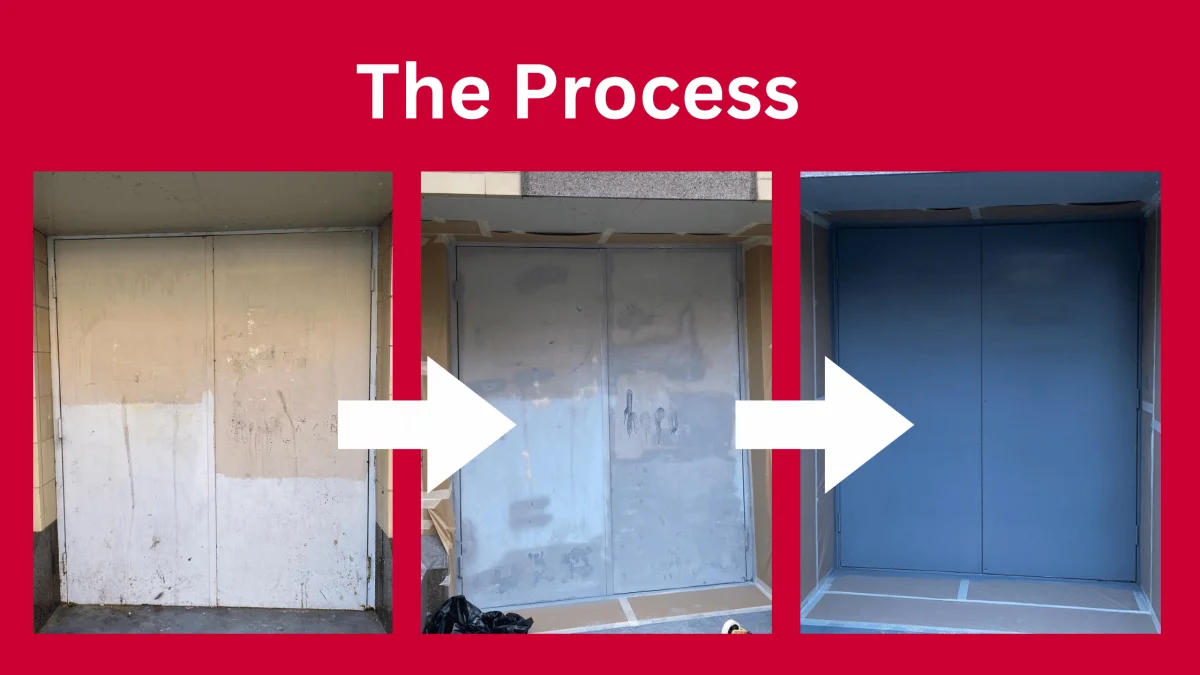
Application follows a structured process. Each stage is critical, particularly surface preparation, which determines the long-term adhesion and performance of the system regardless of the quality of the paint itself.
All existing surfaces are cleaned, degreased, and mechanically keyed. Loose or failing existing coatings are removed. On aluminium, preparation includes abrasion of the surface profile to provide a mechanical key for the primer. This stage takes more time than the coating application itself, and is where corners are most commonly cut on lower-quality work.
All adjacent surfaces, glazing, brickwork, signage, pavements, vehicles, are masked and protected before any spraying begins. On occupied commercial buildings, containment is carefully planned to prevent overspray reaching third parties or their property.
On bare or prepared aluminium, an etch primer is applied first. Etch primers contain phosphoric acid which chemically bonds to the metal surface, overcoming the non-porous, adhesion-resistant nature of aluminium. On sound existing coatings, a tie coat or adhesion primer may be used instead. The correct primer specification is determined by the substrate type and condition on survey.
Components A and B are mixed immediately before application at the manufacturer's specified ratio, typically 4:1 or 3:1 by volume. Accurate mixing is critical: incorrect ratios produce under- or over-hardened films with compromised performance. Pot life begins from the point of mixing.
The mixed 2K acrylic is applied using HVLP (high-volume low-pressure) or airless spray equipment. Spray application produces an even, high-build film that cannot be replicated by brush or roller, achieving the smooth, uniform finish expected on commercial metalwork and the film thickness required for the specified service life.
Dry film thickness is measured and recorded. The finish is inspected for uniformity, coverage, and any defects. Masking is removed carefully. Full documentation, including product data sheets, batch numbers, and film thickness records, is provided for warranty and client records.
Pot life is the working time available after the two components are mixed. Once mixed, the cross-linking reaction begins immediately and continuously, the paint cannot be stored and used later. Any unused mixed paint must be discarded at the end of the pot life window.
Typical pot life at 20°C, 2K acrylic topcoat
Note: Pot life reduces significantly in warm weather. At 30°C, pot life for many systems falls to 2–3 hours. Cold weather extends pot life but slows cure, most 2K acrylic systems have a minimum application temperature of 5–8°C.
Three coating approaches are typically available for commercial exterior metalwork: single-pack acrylic or alkyd paint, two-pack acrylic (the subject of this article), and powder coating. Each has its place, but for on-site application to existing metalwork, 2K acrylic is the only system that delivers a factory-quality result without component removal.
| Factor | 2K Acrylic (on-site spray) | 1K Single-Pack | Powder Coating |
|---|---|---|---|
| Cure mechanism | Chemical cross-linking | Solvent evaporation | Heat cure (oven) |
| Durability | 15–20 years | 5–8 years | 15–20 years |
| UV resistance | Excellent | Moderate | Excellent |
| On-site application | Yes, frames in-situ | Yes | No, requires oven, off-site |
| Finish quality | Factory-quality when spray-applied | Good by brush, not spray | Factory standard |
| Full RAL colour range | Yes | Yes | Yes, but lead time for custom |
| Suitable for recoating in situ | Yes | Yes (limited performance) | No |
| Requires trained applicator | Yes (specialist spray equipment) | No | Yes (factory process) |
| Disruption to building | Minimal, no removal | Minimal | Significant, full removal |
Why Vanda Coatings uses non-isocyanate 2K systems. Traditional 2K hardeners use isocyanates, classified as hazardous substances under COSHH regulations and a leading cause of occupational asthma. Vanda Coatings specifies non-isocyanate 2K acrylic systems as standard, eliminating this risk entirely while delivering the same chemical cross-linking, hardness, and long-term performance. This is particularly important for work on occupied commercial buildings where minimising health risk to building users and our own operatives is essential.
1K (single-pack) paint dries through solvent evaporation, it cures as the carrier solvents leave the film. 2K (two-pack) paint cures through a chemical reaction between a base resin and a hardener. The chemical cure produces a much harder, denser, and more durable film. For exterior commercial metalwork, 2K systems deliver significantly longer service life, better UV resistance, and superior adhesion, at the cost of requiring professional application and handling.
A correctly specified and applied 2K acrylic system on well-prepared aluminium, with etch primer, followed by a high-build acrylic topcoat, will typically achieve 15–20 years of service life (consistent with QUALICOAT Class 2 durability classifications) in a commercial exterior environment. Vanda Coatings backs our systems with a 10-year guarantee covering colour stability and adhesion under normal exposure conditions.
Pot life is the usable working time after the two components are mixed. The cross-linking reaction begins at the point of mixing and cannot be stopped, once the pot life window closes, viscosity has increased too much for correct application and the mixed paint must be discarded. Typical pot life for 2K acrylic systems is 4–8 hours at 20°C, reducing significantly in warm weather. Contractors manage pot life by mixing only what can be applied within the available window, and adjusting mix quantities to suit ambient temperature conditions on site.
Technically yes, but not for commercial metalwork application. Brush and roller application cannot achieve the even, high-build film required for the specified service life, nor the smooth finish expected on visible architectural metalwork. HVLP or airless spray application is the correct method for commercial projects. Professional application by trained operatives with specialist equipment is required to achieve the correct film build, finish quality, and long-term performance.
Both are two-pack chemical-cure systems, but the base resins differ. 2K acrylic uses an acrylic resin, it provides superior UV stability and colour retention, making it the preferred choice for exterior metalwork exposed to sunlight. 2K polyurethane uses a polyol resin, it typically offers greater chemical resistance and hardness, making it better suited to industrial environments with chemical exposure. Traditional versions of both systems have historically used isocyanate hardeners; Vanda Coatings uses non-isocyanate 2K acrylic as standard. For commercial exterior architectural metalwork (windows, cladding, shop fronts), 2K acrylic is the standard specification.
It depends on substrate condition. Where existing coatings are sound and well-adhered, a 2K acrylic topcoat can often be applied over an adhesion primer without full strip-back to bare metal. Where coatings are failing, powdering, or poorly adhered, removal and re-priming from bare metal is required. On aluminium specifically, etch priming is always applied to bare metal areas to ensure chemical adhesion. The correct specification is determined on a site survey, there is no single answer that applies to all projects.
Every Vanda Coatings on-site spraying project uses two-pack acrylic coating systems as standard. Our coating specifications are drawn up following a site survey, with product selection matched to the substrate type, existing coating condition, environmental exposure, and client requirements. We supply full product data sheets and application records with every project.

Related articles on commercial coating systems.
How HVLP and airless spray application works, why it produces a superior finish to brush or roller, and when each method is used on commercial projects.
Read ArticleHow matt, satin, and gloss finish levels affect appearance, durability, and maintenance requirements when specified with 2K acrylic systems.
Read ArticleOur on-site aluminium window recoating service, 2K acrylic system, full preparation, etch priming, and 10-year guarantee.
View ServiceSee It In Practice
See how we resprayed a Halfords Autocentre shop front from blue to dark anthracite overnight, with the site fully operational by opening time.
View Case StudyFree site surveys and quotes including full coating system specifications, product data sheets, and method statements. Tell us your substrate, location, and requirements.